
One of the first non-wood building tasks that will present itself to RC modelers is “Drilling and Tapping” holes in metal parts. Mainly this is required for attaching your glow engine to you aluminum motor mounts, but the same process is used when drilling and tapping hardwood blocks for nylon wing hold-down bolts. Knowing the proper technique is key to making this task quick and easy, but the biggest rule not to break is to take nice and slow. if you rush you will break the tap inside the intended hole and that pretty much ruins the part and it will have to be replaced.

Tips for threading holes
1. Use the proper size bit to drill the hole. Most taps come in common sizes and are packaged with the proper size drill bit to drill the tap’s minor diameter, (the holes that will be threaded).
2. After drilling the hole, place the tap in a Tap holder tool and tighten into place. Apply a little oil in the hole and bear down a little bit on the tap. Keep the tap in line with the drilled hole, and while pressing downward, turn the tap about a full turn until you feel the cutting teeth grab into the material. When you feel the grab stop turning the tap.
3. Now back the tap out slightly (about a quarter turn), to “break” the chip that is formed in the hole as the threads are cut.
4. Repeat this process all the time keeping the tap aligned with the hole.
5. When the tap has fully threaded the hole, remove the tap and clean out any chips from the hole with a disposable acid brush.
Below are typical drill and tap sets along with a DuBro T-handle tap holder tool.

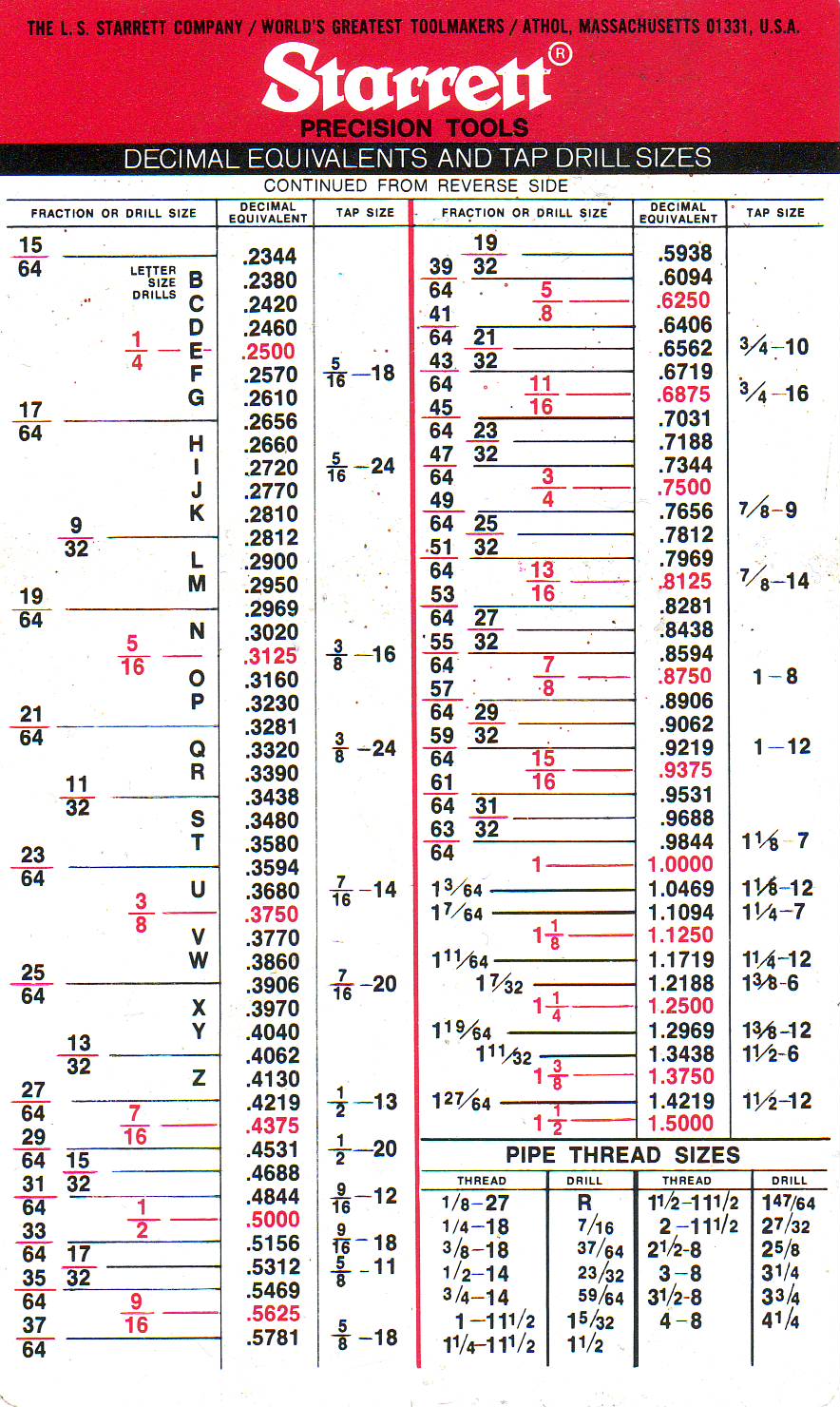
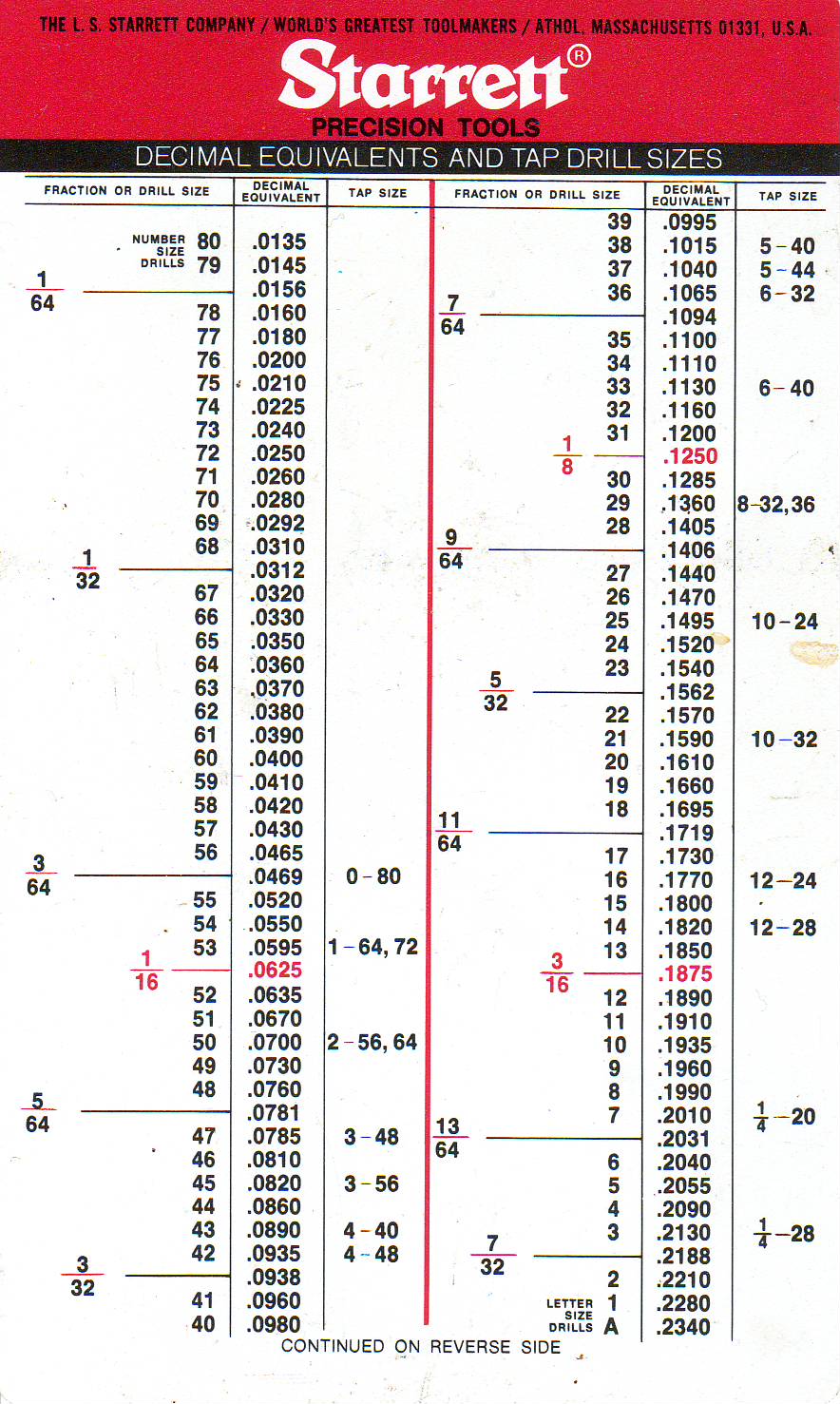
Below are guides for the proper size drills for various size taps.



















The biggest frustration in tapping is that the tap handle is too big for most of the size taps we use in modeling like 6-32, 8-32, 4-40. The only alternative is vise grips! I have looked for a SMALL capacity handle for years. finally gave up.
Hey Jim. Look up mscdirect.com. They sell both a “T” style and regular style tap handle made by starrett that can handle very small taps. They are not cheep for sure, but I work as a machinist and tap with them all day long. I know 6-32 and 8-32 fit well, but have not used 4-40. I can’t think it would be any problem though.
Good points to follow, and absolute must is to have the correct drill sizes. A good set of numbered wire drill bits is well worth having on hand for the average model builder as the vast majority of holes to cut will be below 1/4″ or 5 mm. That Starrett drill chart is like the proverbial bible for tapping.
Here are some other hard won lessons I have learned in my career as a millwright about hand tapping. Two and three flute machine taps are far superior in strength to four flute taps sold for hand cutting. Of those I like three flute as they allow for better tap registration in the hole than does a two flute. I can honestly say I have busted many four flute taps, but cannot recall breaking a three flute tap by hand.
To get a dead straight set up when starting a hand tap use a drill press. After drilling the hole with a press leave the piece in the vise or hold down set up, remove drill bit and chuck in a tap. Next step is very important, DO NOT TURN THE DRILL PRESS ON. Lower the tap to the hole and manually turn the drill chuck while applying a slight down pressure on the press handles for a couple of turns. This will start the tap straight every time. Release the chuck from the tap and use a hand tap to finish. With practice if becomes real easy and I have tapped thousands of holes using this method in everything from tool steel to UHMW plastic.
Softer materials such as some plastics actually benefit from using a slightly undersize drill to cut the hole.
Happy threading!
Great tip, Neil Harwood. Drill press is perfect for true alignment. Also useful for other chores. I use mine as a drum sander. Can’t beat it for an inside curve.
Let’s do metric soooooo much easier
Good info by Neil Harwood regarding use of an undersize drill for plastics. Similar to selecting a pilot hole drill size for wood screws.
Thanks for the tip.
For small holes (2-56 or smaller), a pin vise works well as a tap holder.
When tapping in wood, drill the hole smaller than for metal, then use thin CA in the hole prior to tapping. After tapping, use thin CA again to toughen the wood.
Jim, I tried vise grips and would not recommend it. I found a tap and die set for 2-56 and 4-40. They come with the tap, tap drill, clearance drill and die. The taps fit in a standard small tap holder. I bought them a number of years ago. I just checked online and they no longer come with the die. The die is great for making control rods. You can get them from Lee Valley (don’t know if I’m allowed to mention that) in Canada. They’ll also sell a complete set (2-56 up to ¼-20) with a tap handle. Hope this helps my fellow builders.
For those who don’t know, plain old Rubbing Alcohol is the lubricant to use when tapping aluminum. Give it a try the next time you have to drill and tap aluminum
I have been tapping for 30+ years and have never used a tap handle. chuck it in a cordless drill and go slow if you feel it binding back it out and use candle wax to clear the threads (any wax will do I have used petroleum jelly) don’t chuck the tap to tight, a little practice and you will be a pro
Being a machinist and tool maker for years I always see people who do not know make the same errors that is normally made when it comes to tapping holes with small size taps. They use a three or a four flute tap and this is an almost certain to end in failure. People who do this for a living will never use such a tap and will only use a two flute tap on sizes 1/4″ and below. The two flute taps have a beefier flute and are less prone to flexing or fracturing. You could also try a gun tap, but why spend the extra money. Just buy two flute taps and a quality tap handle for tapping your small diameter holes.
Hey William,
It is finally great to see another machinist/ Tool Maker let people know the real trick to tapping hole with small taps. Always use a two flute tap.